
使用雙晶線性陣列(DLA)探頭檢測一個95毫米厚的異種材料焊縫
使用雙晶線性陣列(DLA)探頭檢測一個95毫米厚的異種材料焊縫
使用雙晶線性陣列(DLA)探頭檢測一個95毫米厚的異種材料焊縫
引言
在石油和天然氣、石化和電力生產行業(yè),通常會使用一些厚壁部件,如:管道。為了保持較低的成本,這些厚壁部件的主體通常是由簡單的碳鋼材料制成,內壁上再以堆焊方式覆蓋一層具有更強的耐腐蝕性能的合金(CRA),以延長系統(tǒng)設備的使用壽命,提高操作的安全性能。同樣的耐腐蝕合金還可用作焊縫的填料,圖1所示的部件就是這種情況。圖1中的部件切割自一個管道,管道要裝載處于高壓下的腐蝕性化學品,因此只使用單一的碳鋼材料制造的管道無法做到長時間承載流動的液體而不會受到腐蝕。當焊縫材料不同于主體材料時,被稱為“異種材料焊縫”。異種材料焊縫為無損檢測應用(NDT)提出了挑戰(zhàn)。過去,經常會使用射線成像檢測技術對這些異種材料焊縫進行檢測。不過,較厚的材料需要很長的曝光時間,從而會增加射線成像檢測的總體時間和成本。這些需要客服的困難,以及相控陣技術領域的快速發(fā)展,促使超聲檢測成為一種可以替代射線成像檢測的可行性方法。

圖1:帶有異種材料焊縫和堆焊層的95毫米厚的部件
檢測較厚的異種材料焊縫所面臨的挑戰(zhàn)
這種管線檢測面臨著兩種主要挑戰(zhàn)。一種挑戰(zhàn)是焊料和堆焊層都是與主體不同的異種材料,另一種挑戰(zhàn)是部件的厚度(95毫米)。
使用常規(guī)橫波技術很難對異種材料進行檢測。當聲束在含有焊縫的部件中傳播時,兩種不同金屬的交界面以及焊縫材料的粗晶結構都會引起超聲波的反射(反向散射)和折射。這種情況反過來又會導致超聲波出現偏斜、離散和衰減的現象。(請參閱應用注釋“使用超聲相控陣技術,輕松檢測耐腐蝕合金和異種材料焊縫”,了解更詳細的信息)。
除了材料不同的問題之外,較厚的部件也會為檢測提出某些特定的挑戰(zhàn)。在檢測較厚的部件時,需要將更多的聲能傳播到部件中,以獲得優(yōu)質的檢出率和準確的讀數。
使用A26雙晶線性相控陣探頭完成檢測的解決方案
A26 DLA探頭的設計目的是解決在檢測較厚的異種材料焊縫時所面臨的問題。A26 DLA探頭使用一種低頻、大孔徑的TRL(發(fā)送接收縱波)技術進行檢測。由于低頻縱波與橫波相比,受到偏斜和衰減的影響明顯減小,因此可以更好地完成異種材料的檢測。發(fā)送接收配置或一發(fā)一收配置還可以將更多的聲能傳送到較厚的部件中,而不會增加噪聲水平。

圖2:焊縫坡口和異種材料焊縫的剖面圖
由于在聲波從表面反射時會發(fā)生從縱波到橫波的模式轉換,因此只有一半聲程(即直接入射的聲波)具有用于檢測的實用性。
在本文所述的檢測示例中,被測部件有95毫米厚,主體材料為碳鋼,堆焊層為825合金,焊縫的填料為鎳合金(ErNiCrMo-3 + ENiCrMo3T1-4)(參見圖1)。我們將焊縫磨平,以在焊縫上進行掃查,并發(fā)現潛在的橫向缺陷(0度和180度缺陷,如圖7中的掃查平面圖所示)。
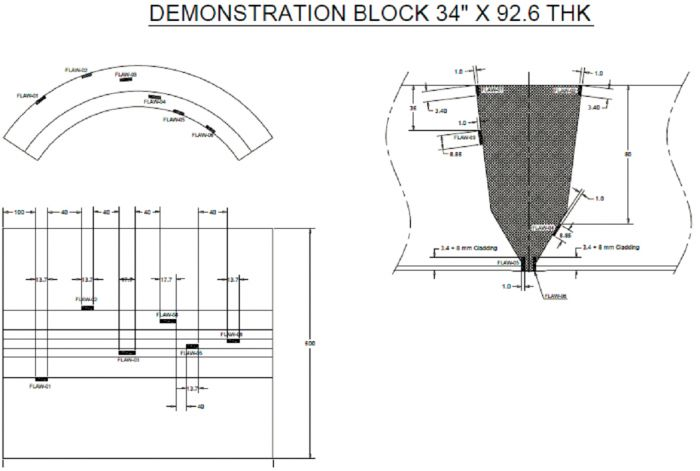
圖3:演示標準試塊的示意圖
檢測中使用了兩種不同的探頭頻率。演示標準試塊的底部是需要關注的區(qū)域(如圖4所示)。 我們首先使用了5 MHz的A26相控陣探頭,探測側壁未熔合缺陷,測量內壁刻槽的高度,并測量所有縱向缺陷的長度。然后再使用一個低頻探頭(2.25 MHz頻率的A26探頭)以0度和180度夾角檢測衰減性更強的鎳合金填料,以獲得更好的穿透性能(參見圖5)。
圖7和圖8表明2.25 MHz頻率的A26探頭可以精確地測量5毫米直徑的SDH(橫通孔)橫向缺陷,即使這個缺陷處于厚焊縫填料的深處。
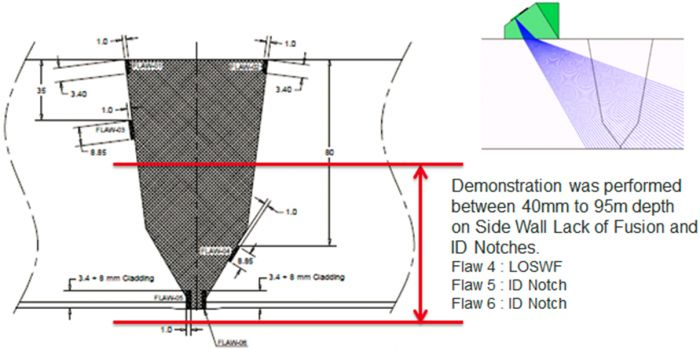
圖4:本檢測應用的關注區(qū)域中存在著側壁未熔合缺陷和幾個內壁刻槽
使用A26 DLA探頭測量異種材料厚焊縫的優(yōu)勢
我們使用奧林巴斯的雙矩陣(DMA)探頭和雙晶線性陣列(DLA)探頭對噪聲較大的異種材料進行檢測時,可以獲得優(yōu)質的檢測結果。同類成功的檢測案例在以下應用注釋中有述:“使用雙矩陣探頭對會產生聲學噪聲的焊縫進行檢測”和“使用雙晶線性陣列(DLA)探頭檢測小直徑奧氏體鋼管”。但是,如果使用先前型號的探頭對某些厚壁部件進行檢測,仍然會面臨著挑戰(zhàn)。為了解決檢測厚壁部件時出現的問題,我們設計了A26 DLA探頭。這款探頭的頻率較低,可以獲得更好的穿透能力,其一發(fā)一收式配置以及較大的孔徑,可以向部件中傳輸更多的能量,而且還不會提高噪聲水平。
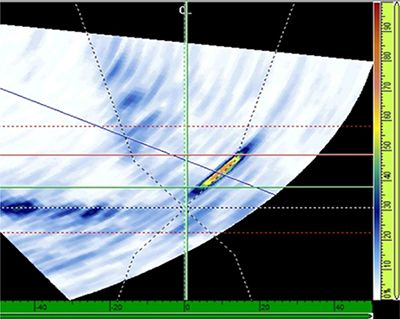
A17 — 2.25 Mhz
A26 — 5 Mhz
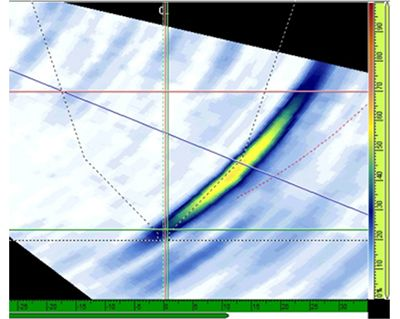
圖5:A17探頭和A26探頭在檢測同一個縱向缺陷時所獲得的S掃描結果的比較
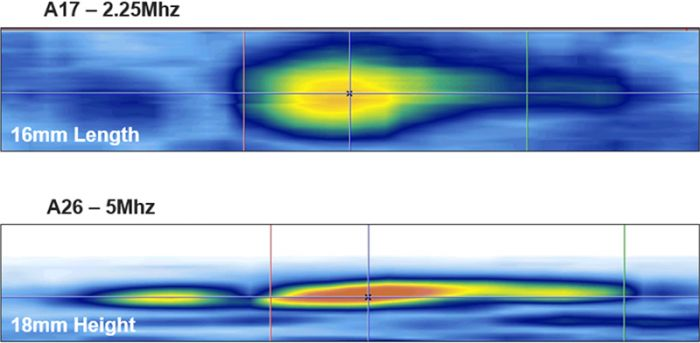
圖6:A17探頭和A26探頭在檢測同一個縱向缺陷時所獲得的C掃描結果的比較
結語
與其他更小的雙晶陣列探頭相比,新款A26探頭可以提供更好的定量性能。
由于5 MHz頻率的A26 PA探頭具有更大的孔徑和更高的頻率,因此與2.25 MHz頻率的A17探頭相比,可以更精確地測量側壁未熔合缺陷、內壁刻槽的高度,以及所有縱向缺陷的長度。
頻率為2.25 MHz的A26探頭可使聲束以0度和180度夾角穿透到鉻鎳鐵合金825(鎳合金)焊料中。
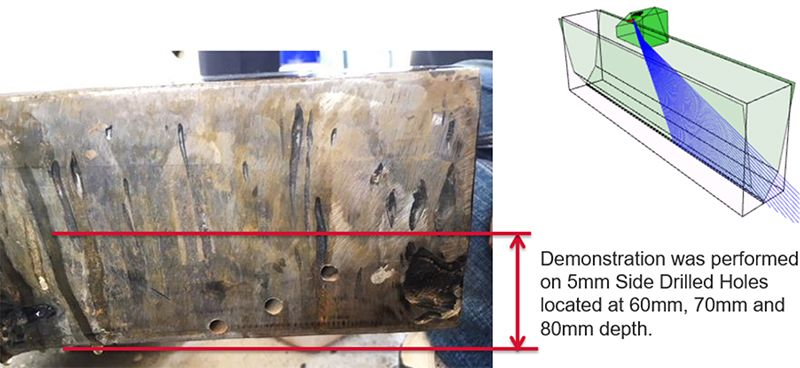
圖7:演示標準試塊的60毫米、70毫米和80毫米的深度處分別有3個橫向缺陷(5毫米直徑的橫通孔)。以180度夾角對填充材料進行掃查。
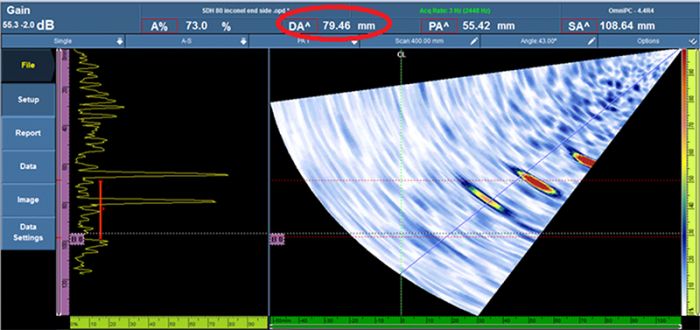
圖8:扇形掃描表明在60毫米、70毫米和80毫米的深度處分別有1個5毫米直徑的橫通孔。